News and Events
Tempo di lettura: 4m
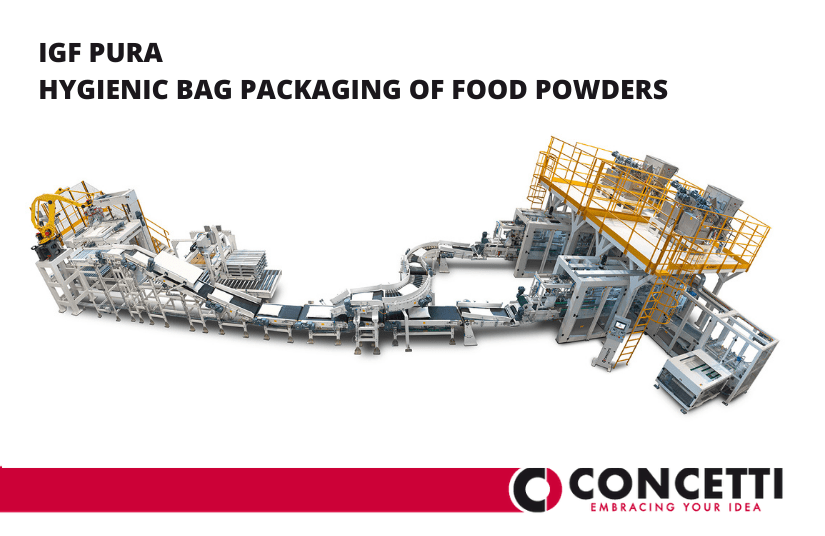
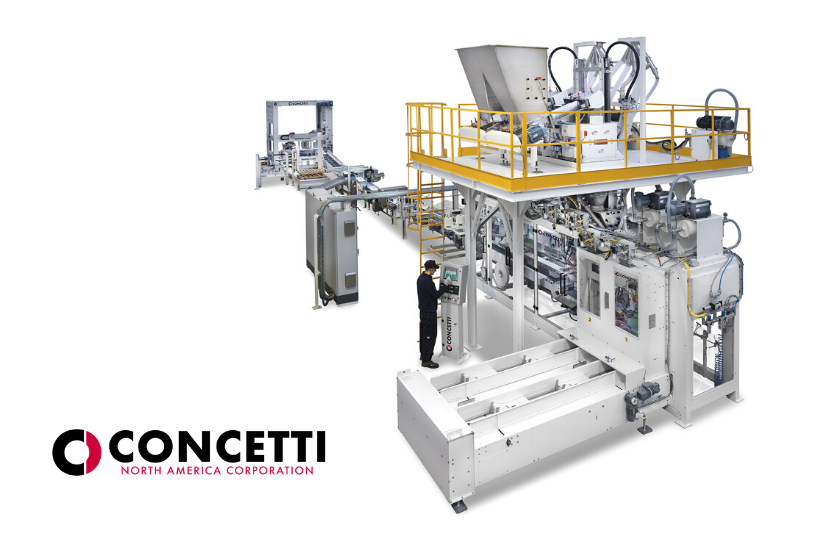
We put our passion to develop a wide range of high quality automatic bag filling and sealing machines for the international market. We provide complete machinery for filling and closing which are reliable, durable, and technologically superior to standard machines.