
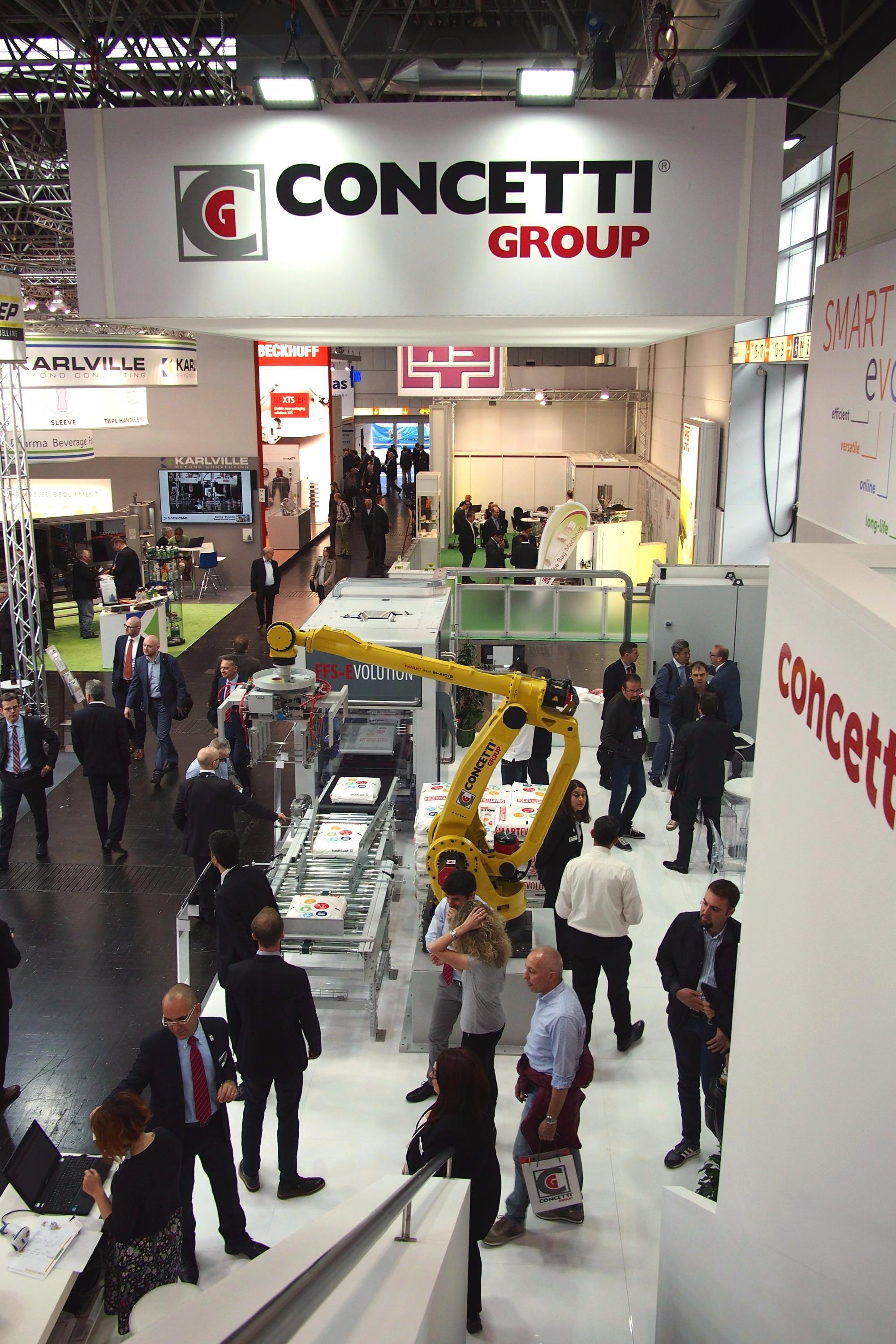
> SMART EVOLUTION
Concetti will be partecipating at the upcoming Interpack exhibition in Düsseldorf, Germany. Interpack, the world leading processing and packaging trade fair, will take place from 4 to 10 May 2017 at Messe Düsseldorf.
We are looking forward to seeing you at our stand, Hall 14 – D31.
During the Interpack, Concetti will exhibit the innovative and smart FFS-Evolution bagging machine that forms, fills and seals 5-50 bags of free flowing pellet and granular products, from a continuous reel of tubular PE film. This fully automatic line, designed for the petrochemical industry, is equipped with an anthropomorphic robot palletiser, the fastest and most versatile model for the point – to – point movement.
Form Fill Seal (FFS) machines are packaging machines that form fill and seal a package on the same machine. The bag is cut and formed from a continuous reel, then filled and sealed before emerging as a finished pack.
Concetti FFS bagging machines are highly sophisticated featuring easy to use operator interfaces and control networks. Greater speed and versatility are the major benefits of FFS systems for user companies.
Concetti is platform-ready for Industry 4.0, sometimes called the next industrial revolution.
Visit us at Interpack 2017, our experts would be pleased to present the latest packaging solutions for the dry bulk industry and show the machine in action.
> SCHEDULE AN APPOINTMENT This email address is being protected from spambots. You need JavaScript enabled to view it.
> REQUEST YOUR FREE ENTRANCE TICKET This email address is being protected from spambots. You need JavaScript enabled to view it.
> WHERE TO FIND US AT INTERPACK Halle 14 Stand D31


 Concetti will take part in Heavy Duty Sacks, the international conference and exihibition on industrial bags and sacks, taking place 27-28 June 2017 at Maritim Hotel, Cologne (Germany).
Concetti will take part in Heavy Duty Sacks, the international conference and exihibition on industrial bags and sacks, taking place 27-28 June 2017 at Maritim Hotel, Cologne (Germany). Concetti will attend the new FVG Select 2017 event, taking place in Cologne, Germany, June 13 and 14.
Concetti will attend the new FVG Select 2017 event, taking place in Cologne, Germany, June 13 and 14.

 Concetti has recently supplied a multi-station
Concetti has recently supplied a multi-station January will be the month dedicated to Russian marketplace. Concetti is pleased to announce its participation at “MVC: Cereals – Mixed Feed – Veterinary - 2017” taking place from January the 31st till February the 2nd, 2017, Moscow. The event is considered the largest professional forum in Russia where experts gather to share and exchange new ideas and knowledge.
January will be the month dedicated to Russian marketplace. Concetti is pleased to announce its participation at “MVC: Cereals – Mixed Feed – Veterinary - 2017” taking place from January the 31st till February the 2nd, 2017, Moscow. The event is considered the largest professional forum in Russia where experts gather to share and exchange new ideas and knowledge. The innovative, multi-million dollar packaging system replaces paper bags with a conversion to more robust polyethylene bags. The improved bags offer stronger tensile strength, minimization of nuisance dust and greater control of moisture to maintain the integrity of the material inside. Elimination of trapped air within each bag yields excellent stacking for more stable pallets during shipment, unloading, and warehousing. The new packaging is also easily recyclable which is integral to Huber's commitment to sustainability.
The innovative, multi-million dollar packaging system replaces paper bags with a conversion to more robust polyethylene bags. The improved bags offer stronger tensile strength, minimization of nuisance dust and greater control of moisture to maintain the integrity of the material inside. Elimination of trapped air within each bag yields excellent stacking for more stable pallets during shipment, unloading, and warehousing. The new packaging is also easily recyclable which is integral to Huber's commitment to sustainability.
 The European dry pet food market is a sophisticated and highly competitive one, with a wide and constantly expanding range of packaging formats, especially at plants supplying own-label products to other brand owners. Unless a manufacturer invests in several different and expensive packaging systems, a single line must be capable, not only of managing the widest possible range but also be future proofed with the ability to adapt to new bag weights, types and sizes according to changing market demands.
The European dry pet food market is a sophisticated and highly competitive one, with a wide and constantly expanding range of packaging formats, especially at plants supplying own-label products to other brand owners. Unless a manufacturer invests in several different and expensive packaging systems, a single line must be capable, not only of managing the widest possible range but also be future proofed with the ability to adapt to new bag weights, types and sizes according to changing market demands.