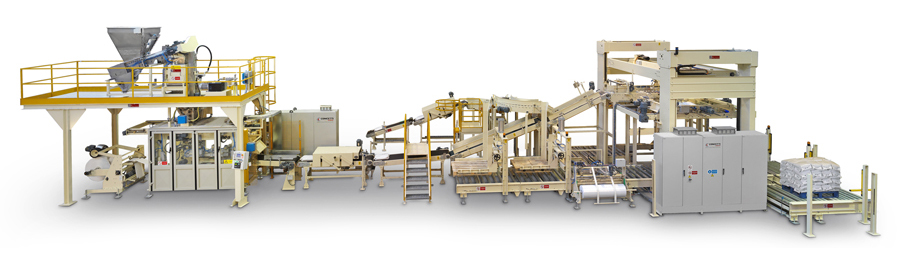
CONTINUA FFS-MACHINE FOR BAGGING NaOH and KOH FLAKES

The system is composed of:
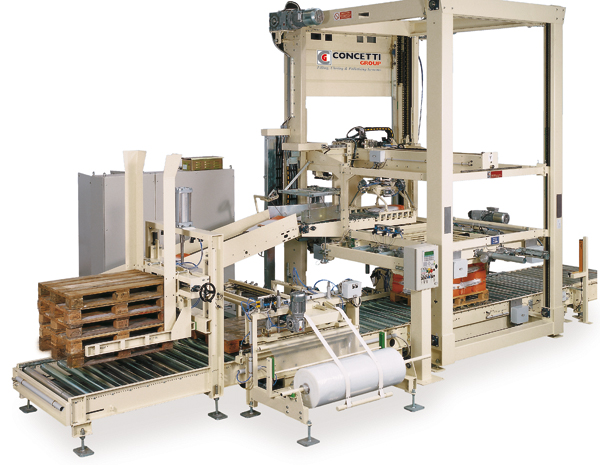
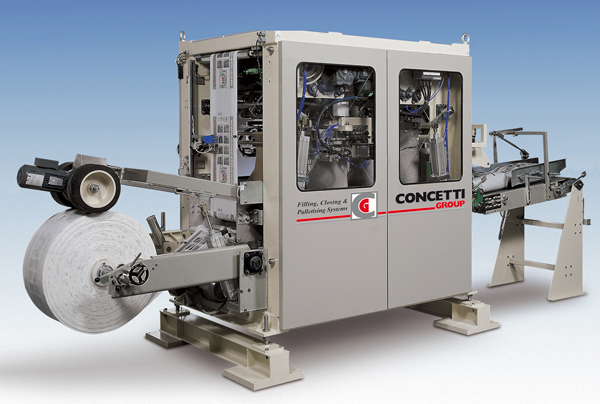
ELECTRONIC "CBC" GROSS WEIGHER TYPE "GROSS/CV", FEATURING A VIBRATING CHANNEL IN-FEED SYSTEM, FITTED WITH CLEANING AND INSPECTION DOOR COMPLETE WITH MICROSWITCH. CONSTRUCTION IN STAINLESS STEELAUTOMATIC BAGGING MACHINE MOD. "CONTINUA 600™" TO FORM, FILL AND HEAT SEAL POLYETHYLENE BAGS MADE FROM REEL-WOUND TUBULAR "PE".
DESIGN DATA
PRODUCT
NaOH / KOH flakes
Concentration: 99,3% total solids
Granulometry: *min. 5x15 mm ÷ 15x15 mm
*thickness: 0,5 ÷ 1,5 mm Bulk density: 0,5 ÷ 0,6 kg/dm3
Characteristic: hygroscopic and corrosive
Temperature: < 65 °C
CAPACITY
- sec. "A+B": ca. 200 bags/h with 25 kg bags Depending on product flow and settling characteristics, bulk density, climatic conditions, humidity level in the work environment.
ACCURACY OF BAG WEIGHT (INSTRUMENTAL): - ± 0,2 % of max. weighing range, average out of 10 consecutive weighments
WEIGHING RANGE OF THE WEIGHER: 10 ÷ 50 kg
WORKABLE EMPTY BAG DIMENSIONS: - Gusseted bags: *Length: min. 550 mm ÷ max. 950 mm *Width: min. 290 mm ÷ max. 400 mm (gussets excluded) *Gusset depth: min. 50+50 mm ÷ max. 90+90 mm
BAG CLOSING: heat sealing
SERVICE CONDITIONS: 3 shift-day (16 hours-day) – 360 days-year
SPECIAL DESIGN CHARACTERISTICS
CONSTRUCTION IN STAINLESS STEEL AISI 316Ti (1.4571)
STAINLESS STEEL OR PLASTIC PNEUMATIC FITTINGS where technically possible
PROTECTIONS OF THE SENSORS WITH TEFLON CUPS
SUPPLEMENTARY DEVICES NECESSARY FOR THE MANUAL WASHING PROCEDURE
PAINTING OF ALL CARBON STEEL SURFACES ACCORDING TO THE FOLLOWING CYCLE:
Sanding SA 2.5Epoxy base coat (35/40 µm)Polyurethane top coat (130/150 µm)The commercial components, non resistant to corrosion, are treated with polyurethane enamel only (40 µm).
WEIGHING UNIT BUILT AS FOLLOWS:
Electrode welding for external parts (parts in contact with the product);"TIG" welding for internal parts;Seamless welding of all internal and external parts, solely for parts in contact with the productPickling and passivation by means of acid solution (for welded area only);Cleaning and smoothing of weld beads only on parts in contact with the product.The above procedure will be carried out where technically possible.
BOLTS AND NUTS MADE OF AISI 304 AND 316 STAINLESS STEEL
PNEUMATIC CYLINDERS IN STAINLESS STEEL
ANTICORROSIVE CABLE TRUNKING MADE OF STAINLESS STEEL
GUARDING OF THE SOLENOID VALVES AND FILTER UNIT IN NON CORROSIVE
AIRTIGHT BOXES (IP 65)
STAINLESS STEEL OR PLASTIC PNEUMATIC FITTINGS where technically possible EXCLUSION OF ALUMINIUM, COPPER AND THEIR ALLOYS, where technically possible HOLES CLOSURE BY MEANS OF PLASTIC CUPS OR BOLTS where technically possible
COMPRESSED AIR PIPING ON BOARD TYPE "FESTO – PEN
PROTECTIONS OF THE SENSORS WITH TEFLON CUPS
ASPIRATION PIPING IN "PVC"
SUPPLY OF THE INSTALLATION WITH THE FOLLOWING MOTORS:
"SEW EURODRIVE" motors, in aluminium with "KS" anticorrosive protection;"SEW EURODRIVE" gears, in cast iron with "OS" anticorrosive protection.Where technically possible the gearmotors will be installed vertically.A cover in AISI 304 stainless steel will be installed to protect each gearmotor (where technically possible).
DRY ROOM SPECIFICATIONS
The whole weighing, filling and closing system to be placed inside an air conditioned area/room, completely protected from moisture/humidity, wind and temperature changes. The conditioning system will have to be always active and operational, even when the installation is down (at night and during the weekend) or under maintenance and/or periodic washing cycles. In case of damage or maintenance of the conditioning system, it is necessary that the bagging installation is washed and that the temperature and humidity parameters inside the dry Room are restored. This will allow to constantly have an environment with ideal conditions, without the product getting in touch with the outside environment humidity.
The environmental conditions inside the Dry Room requested for the bagging installation (Part 1 of the present technical specification) will have to be:
- winter: *temperature: 20°C ÷ 25 °C *relative humidity: 20% ÷ 25 %
- summer: *temperature: 30°C ÷ 36 °C *relative humidity: 15 % ÷ 20 %
To calculate the conditioning system of the Dry Room, that has a volume of about 900 m3, one needs to take into consideration:
- the quantity of external air entering the Dry Room during the opening of the doors (operators/technical crew)
- the quantity of external air entering the Dry Room from the openings for the full bags exit; - the quantity of air put into the parts where the product flow occurs
- the quantity of air aspirated for the de-dusting process.
On this regard, we suggest that the air aspired by the points "C1-C2-C3", after it is filtrated, can be re-inserted in the bagging area because it is dry; this can limit the consumption of conditioned air for the environment.
Housing frame details
The air conditioned ambient must be completely closed by walls, windows, ceiling, flooring and doors. All doors are kept closed all the time, to avoid loss of conditioned air and the access of humidity.
The door/s should be able to permit the access of the operators, maintenance people and the reels.
Moisture monitoring of bagging room.
The relative air humidity and temperature should be checked continuously by a hydrometer installed inside the conditioned area.
Floor characteristics.
The floor will have to be featured with a slight slope, so that the washing water will be conveyed in a precise point of the area. Inside the conditioned room there will have to be no humidity sources (e.g. channel to collect the water with water inside). If there are channel or basins, they will have to be hermetically closed during the system operation; they will be opened only when the installation is washed.
Daily cleaning.
We recommend to clean each day (16 working hours) the internal weighing-bag-forming machine from the dust by using dry compressed air and/or portable aspiration machine.
Washing.
Based on the above given information, washing of the weighing and bag-forming machine should be done 1 time per week, generally on Friday afternoon/evening and before the week-end. The air conditioned system must be switched on all the time. The dry air into the product flow of the weighing/bagging machine must be in function all the time. The washing operation (internal parts where we have the product passage or the washing of the entire installation), will be done manually by the operators and before the weekend break. After 24/36 hours from the washing, the installation should dry and ready to begin to work. Together with our final documentation, we will supply the manual washing procedure that the operators need to respect.
Dry air into the product flow of the weighing/bagging machine.
To avoid penetration of humidity into the weighing/bagging machine (product flow), will be purged with dry air (dew point -15 / -20 °C). The bearing of the dry air in the three intakes (D1+D2+D3), has to be around 100 m3/h each.
-Line 1: (D1+D2+D3)x100m3/h = ca. 300 m3/h
Dust aspiration during the installation function.
For the bearing of the dust aspiration, we have indicated in the drawing n. 69.51.00 that the:
- Line 1: need an aspiration of 2025 m3/h.
Operator's quality.
The operators (machine operators and technicians) are the key factor for a trouble free operation of the machines. Skilled and motivated operator must be recruited and properly trained in correct operation and control of the machines as well in the daily tasks of maintenance and trouble shooting. The Client will have to guarantee a temporal continuity of the crew assigned to the operation and maintenance the installation, in order to facilitate the correct functioning of the equipment and reduce the possible problems caused by the inexperience of the operators.